Leírás
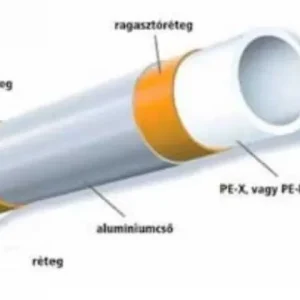
MTech 20x2mm-es alumíniumbetétes ötrétegű csőAz MTech 20×2 5 rétegű cső előnyei:A többrétegű MTech 20×2 csövek átmenetet képeznek a fém-, illetve a műanyagcsövek között, és számos előnyt jelentenek a felhasználó számára: tökéletes korrózióállóság, könnyű alakíthatóság és formatartósság, alacsony szerelési költségek (hegesztés mentes eljárással – pl. préseléses és egyéb szorító kötések). A többrétegű MTech 20×2 csöveknek nem csupán a korrózióállósága és a nyomásállósága nagy, de higiéniai és toxikológiai szempontból is teljesen kifogástalanok. A többrétegű csövek nem engedik át a fényt, így megakadályozzák az algásodást. Épületek belső tereiben, a falon kívüli szereléshez a csövek külső fedőrétege megfelelő UV védelemmel van ellátva de kültéri szerelésnél védeni kell azokat a közvetlen napsugárzástól.Közvetlenül a fűtési rendszer elemeinek csatlakoztatásánál is számos előny jelentkezik:Gyorsan és egyszerűen szerelhetőHajlékony és alaktartó csőrendszerKorrózióálló és vízkőmentesOxigéndiffúzió mentesSzéles idomválaszték “Figyelem! Műanyag csövek esetében a maximális nyomás és maximális hőmérséklet adatok nem egyidejűleg értendők!” MTech 20×2 ötrétegű cső felépítése:Belső PE-RT rétegRagasztórétegÉlhegesztéssel gyártott alumínium rétegRagasztórétegKülső PE-RT rétegAz MTech ötrétegű cső hajlítása: A többrétegű MTech 20×2 csövek könnyen hajlíthatók, kisebb átmérők esetén kézzel (5xD; D – a cső külső átmérője), vagy hajlító rugóval (3,5xD). Ily módon időt és idomokat lehet megtakarítani. A belső hajlítórugó használata: A rugót dugjuk be a csőbe, és a csövet kézzel hajlítsuk meg a kívánt sugárban. Végül húzzuk ki a csőből a hajlítórugót. A külső hajlítórugó használata: Húzzuk a hajlítórugót a csőre, kézzel hajlítsuk meg a csövet, majd toljuk tovább a rugót a következő hajlítási pontig. A hajlítási műveletek befejezése után toljuk tovább a rugót a cső végéig, ahol lehúzhatjuk róla. Szerelési útmutató1. Vágjuk el a csövet a speciális vágóollóval a megfelelő hosszúságúra, a cső tengelyére merőlegesesen. 2. A megfelelő átmérőjű kalibráló eszközt teljesen dugjuk be a csőbe, közben forgassuk el az óramutató járásával megegyező irányban. A cső belső átmérőjének kalibrálása, és a cső külső és belső élének rézselése egyetlen művelettel elvégezhető. A művelet végén távolítsuk el az esetleges forgácsokat a csővégről. Ellenőrizzük a cső tisztaságát és az élek letörtségét (a 15°-os él letörésnek körben láthatónak kell lennie). FONTOS: Az él letörésnek a cső teljes peremén folytonosnak kell lennie, hogy elkerüljük az O-gyűrű kitolódását. 3. Csúsztassuk be a csövet az idomba ütközésig. A roppantógyűrű végén lévő ellenőrző réseken keresztül ellenőrizhető, hogy a cső a kívánt mélységig becsúszott-e az idomba. 4. A préspofát szélesre nyitva helyezzük az idomra úgy, hogy az illeszkedjen az idom műanyag gyűrűjére. FIGYELEM! A tökéletes préselés csak tiszta, sérülésmentes préspofával lehetséges. 5. Kapcsoljuk be a présgépet – a préselési eljárás akkor sikeres, ha a préspofa teljesen bezáródik és egy éles kattanást vagy csattanást hallunk. A préselt hornyoknak folytonosnak kell lenniük az idom teljes külső kerületén. 6. Préselés ellenőrzése: • Az idomon lévő ellenőrző réseken láthatónak kell lennie a cső végének. (Ez a cső minimális betolási mélysége.) • A présgyűrű kerületén két párhuzamos, homorú, ívelt bemélyedés látható. • A két bemélyedés között egy párhuzamos domborulati ív látható. FIGYELEM! – Az idom présgyűrűje után a csőnek egyenes szakasszal kell folytatódnia, a présidom után a cső legalább 1xD távolságig nem hajlítható.